
Product Catalog
Since 1965







Manufacturing Capabilities
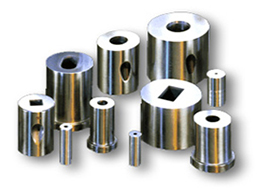
Custom Machining
Moeller’s machining capabilities are the most technologically advanced in the industry. Our extensive array of equipment capabilities includes CNC Conventional / Wire EDM, CNC Turning and Milling Machines, CNC Jig Grinding and Profile Grinding. Moeller’s climate controlled inspection department features CMM equipment, SPC quality control and certification capabilities.
3D Part Digitizing
Moeller Precision Tool’s ability to engineer and manufacture tooling for today’s demanding production environments extends far beyond traditional engineering and design practices.Our investment in the most current reverse engineering technology, including 3D laser scanning, allows us to precisely capture critical part data, and then manufacture exact replicas.
Engineering
Moeller’s experienced engineering staff provide unsurpassed quality and innovation for the special tooling required in the metal stamping, forming, piercing and trimming industries. Our quality practices apply to both standard and custom detail tooling, providing cost-effective manufacturing while providing world class performance from every part produced.
Facilities

Moeller Precision Tool
Corporate HQ
30893 Century Drive, Wixom, Michigan 48393
PH: 248.668.1166
FX: 248.668.1004
E-mail: quote@moellerpunch.com

Moeller Precision Tool South
3048 Owen Drive, Antioch, Tennessee 37013
PH: 615.371.0992
FX: 615.371.9190
E-mail:
quote@moellersouth.com

Moeller Precision Tool de Mexico
Circuito El Marques Sur # 43 Parque Industrial El Marques, Queretaro C.P. 76246
PH: 442.253.12.00
FX: 442.250.12.01
E-mail: cotiza@moellerdemexico.com

Moeller Precision Tool Canada
225 Boida Ave, Ayr, ON Canada N0B 1E0
PH: 519.623.1144
FX: 519.623.1004
E-mail: quote@moellercanada.com

Moeller Precision Tool Europe SRL
Via Don Minzoni 26
20056 Trezzo sull’adda (mi) Italy
PH: +39 (0)2 90937311
E-mail: quote@moellerpunch.eu
Dynamic Die Supply
3048 Owen Drive, Antioch, Tennessee 37013
PH: 615.490.6466
FX: 615.577.3704
E-mail: quote@dynamicdiesupply.com
https://dynamicdiesupply.com/

AW Precision LTD
Rugby, Warwickshire
CV21 1QN, United Kingdom
PH: +44 (0) 1788 542271
E-mail: sales@awprecision.co.uk
Moeller Precision Tool, founded in 1965, encompasses over 100,000 square feet of manufacturing and warehouse space.
MPTCrib.com, Moeller’s Inventory Management Software, was developed to maximize crib efficiency with automated tooling parts/component management. Adaptable to most manufacturing areas including existing storage methods and systems, our barcode parts scanning system catalogs components, provides inventory control, automatically uploads data, and warns before stock levels become critical.
Learn more about MPTCrib.com, our exclusive inventory management program here.
Now powered by:
The latest version of M-CAD is online!
M-CAD is our web-based, on-demand 3D tooling catalog where you can find:
- Geometrically accurate product models of Moeller’s standard and custom tooling components
- User configured, native, solid models available in vast array of file formats
- Exclusive Moeller products like True Strip, True-Fit (and more)
- Smart Models including the part properties for seamless design and BoM integration
Upcoming Events
PMA Tennessee District 9th Annual MFG/Suppliers Night
26/09/2024 @ 2:00 pm – 8:00 pm – The PMA Tennessee District invites you to its annual Suppliers Night, an exceptional networking event designed to connect industry equipment and service suppliers and metalforming manufacturers in Tennessee and around the I-65 corridor. Attendance is free and includes appetizers, beverages, raffle drawing entry. Drink tickets can be purchased onsite. Taking place at the Sonesta Nashville […]
FABTECH Canada
11/06/2024 – 13/06/2024 @ 10:00 am – 6:00 pm – Improve productivity, increase profits and discover new solutions for all your metal forming, fabricating, welding and finishing needs at FABTECH Canada, which is returning to Toronto in 2024. Not only can you watch demonstrations on the exhibit floor and compare products side by side, but you can also connect with experts in your field at […]
FABTECH Orlando
15/10/2024 – 17/10/2024 @ 9:00 am – 5:00 pm – FABTECH heads to Orange County Convention Center, October 15-17, 2024, and provides a convenient ‘one-stop shop’ venue where you can meet with 1,500+ world-class suppliers, discover innovative solutions, and find the tools to improve productivity and increase profits. There is no better opportunity to network, share knowledge and explore the latest technology. Gain insights into […]
PMA Cleveland Annual Suppliers Night
28/04/2024 @ 4:00 pm – 8:30 pm – The PMA Cleveland District is proud to host its annual Suppliers Night. This much-anticipated event is designed to conveniently bring together industry suppliers and manufacturers and to assist in business growth and the expansion of markets they serve. Who should attend? Shop foremen Manufacturing, industrial and quality engineers Inspection personnel Business owners and managers AGENDA 4:00 p.m. […]